Какие приспособления применяются в серийном производстве?
Приспособления применяют на разных технологических этапах производства, где необходима жесткая фиксация деталей и узлов: обработка металлов резанием, контроль, сборка. Но наибольшую популярность имеют именно станочные приспособления, сложность и габариты которых, зависят от рода технологического процесса, конфигурации изготавливаемой детали и серийности производства.
Классификация станочных приспособлений
В зависимости от типа используемого станка приспособления классифицируют на:
токарные,
сверлильные,
фрезерные,
расточные и другие.
В зависимости от уровня механизации приспособления могут быть:
с применением ручного зажима,
механического,
полуавтоматического
автоматического вида.
По степени специализации выделяют следующие типы станочных приспособлений:
УП – универсальные приспособления. Предназначены для обработки различных деталей. Использование таких приспособлений не требует замены установочных и зажимных элементов.
Специальные приспособления. Применяют для обработки определенного вида деталей.
Переналаживаемые приспособления.
Переналаживаемые приспособления подразделяется на следующие группы:
универсально-наладочные приспособления (УНП). Состоят такие приспособления из двух основных частей: постоянной (универсальной) и сменной (наладочной), используются для обработки деталей близких по конструктивно-технологическим признакам ко всем типам станков серийного производства ;
специализированные наладочные приспособления (СНП). Состоят из базового агрегата и сменной наладки, базовая часть представляет собой на 80% готовое приспособление и наладок, применяется для геометрически подобных заготовок в серийном производстве;
универсально-сборные приспособления (УСП). Представляют собой приспособления, собираемые из набора ранее изготовленных деталей и сборочных единиц. Из комплекта УСП можно очень быстро собрать различные фрезерные, сверлильные, токарные и другие приспособления.
По целевому назначению приспособления делят на пять групп:
станочные приспособления;
приспособления для крепления рабочих инструментов;
сборочные приспособления;
контрольные приспособления;
приспособления для захвата, перемещения и перевертывания обрабатываемых заготовок.
Итак, как снять защитный экран с платы? Технология в общем то простая — нанести флюс, нанести паяльником сплав Розе, затем греть феном и снять пинцетом.
Но этот способ подходит в основном если защитный экран небольшого размера и в нём есть отверстия в который можно вставить одну ножку пинцета и затем аккуратно снять экран.
Если защитный экран большого размера, то возможно понадобится нижний подогрев, и так же флюс, сплав Розе и паяльник. Такие экраны снимать подцепив один край скальпелем, слегка покачивая экран при нагреве.
Особое внимание уделить тому что бы не сдвинуть элементы рядом с экраном и под ним. Если монтаж плотный, то бывает подлезть паяльником и пинцетом или скальпелем не везде удобно. И важно не оторвать площадки к которым припаян экран, это бывает если экран и плата плохо прогреты. В месте с этими площадками есть шанс оторвать кусок текстолита платы, а так как платы многослойные, телефон может уже совсем не включиться.
И ещё есть такой момент, что платы современных сотовых телефонов лучше греть как можно меньше (тонкие платы, обилие компаунда).
Поэтому защитные экраны иногда не отпаивают, а удаляют механически (кусачками, дремелем). В этом конечно есть минусы, плата уже не будет выглядеть как новой, но шанс завалить телефон немного меньше чем грея плату феном.
Поэтому способ снятия экрана лучше выбирать в зависимости от конкретной ситуации.
Последовательность операций при разделке проводов и кабелей
Разделку проводов и кабелей производят в следующем порядке:
определяют размеры разделки в зависимости от конструкции проводника и вида соединительного или концевого устройства, пользуясь справочниками;
производят разметку разделки при помощи кабельных линеек или шаблонов;
в процессе ступенчатой разделки накладывают несколько витков фиксирующих бандажей из оцинкованной стальной или медной проволоки, крученого шпагата, кордовой или капроновой нити, суровых ниток, а также хлопчатобумажной или пластмассовой ленты;
разводят концы жил многожильных проводников, т. е. придают им форму и расположение, удобные для последующей разделки;
обрабатывают оголенные концевые участки токопроводящих жил: производят операции зачистки до металлического блеска, лужения, покрытия флюсами, кварцевазелиновой пастой или токопроводящим клеем, сплавления многопроволочной жилы в монолит.
Необходимо отметить, что состав операций зависит от конструкции проводников. В полном объеме они осуществляются для силовых кабелей с бумажной изоляцией. Для простейших проводников технология разделки сводится лишь к снятию поливинилхлоридной изоляции и обработке жилы.
Монтажные проводники МКШ, МКЭШ, МКЭШвнг(А)-LS, МКЭШнг(А)-LS отличие
Век информационных технологий ставит перед человечеством все новые задачи, связанные с лучшей, более комфортной и качественной передачей данных. Для того, чтобы информация от источника до приёмного устройства доходила с наименьшими потерями, без искажений и помех, требуются соответствующие проводники.
Первой ласточкой, на пути прогресса, стали плетеные пары проводников. Подобный принцип использовался еще в традиционной телефонии, когда провода между опорными столбами располагали не параллельно, а Х-образно. Это делалось и делается для устранения помех, возникающих в проводниках, на основе взаимноподавления.
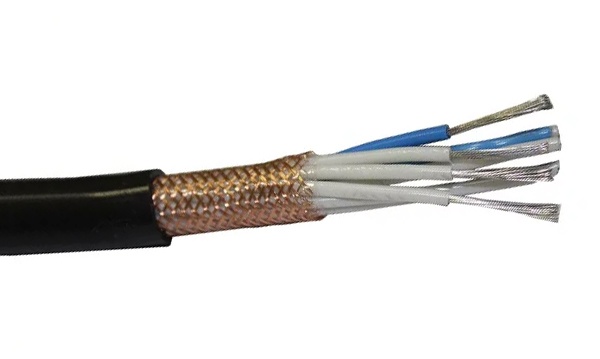
Современное устройство кабельных систем претерпело значительные изменения. В коммуникациях используют многожильные провода, в надежном изолирующем кожухе и с экранирующей оплеткой. Для лучшей ориентации, каждый проводник имеет цветное полимерное покрытие, отличное от остальных.
Кабель мкш и мкэш отличие:
Экранированный монтажный кабель (МКЭШ). Состоит из нескольких проводов в полимерной оболочке, медной экранирующей оплетки и кожуха из поливинилхлорида.
Кабель для монтажа (МКШ). Многожильные проводники в отдельной пластиковой изоляции, без экрана, с общим полимерным кожухом.
Экранированный монтажный кабель, со скрученными попарно жилами (МКЭШвнг) (А)-LS. Кабель для передачи и приема цифрового сигнала. Применяется на ответственных промышленных объектах. Оснащен надежной проводниковой и общей изоляцией. Имеет плетеный медный экран.
(МКЭШнг) (А)-LS. Монтажный кабель, многожильный, медный, экранированный, с изоляцией и кожухом из негорючего полимера.
Клей ВК-9 (двухкомпонентный): ПИ 1.2А.529-99 (или ТУ 1-595-14-842-2004, ОСТ В 84-2081-83)
ВК-9, Что можно клеить?
Предназначен для склеивания сталей, алюминиевых и титановых сплавов между собой и с неметаллическими материалами. Для радиотехнических изделий и клеерезьбовых соединений, для приклеивания свинцовых деталей (конусов и втулок) к алюминиевым оболочкам кабелей связи.
Состав и свойства клея ВК-9
Соотношение эпоксидной и полиамидной смол в составе ВК-9 равно 1:2, в массовых единицах – 60:40. Визуально – серая, тягучая масса. Дополнительные компоненты – кремнийорганические соединения и минеральные включения:
асбест;
нитрид бора;
двуокись титана.
Инструкции по применению клея ВК-9
ПИ 1.2А.529-99 (ТУ 1-595-14-842-2004)
Исходящий (рабочий) материал обезжирить нефрасом БР-2. Обычно обрабатывается неокрашенный черный металл.
Далее обезжирить ацетоном или другим растворителем
Использовать соотношение компонентов из общего кол-ва клея ВК-9 -1кг., в следующей пропорции: ком-т «1» — 0,596кг, ком-т «2» — 0,404 массовых частей.
При необходимости использования наполнителя, его добавляют в компонент «1» мелкими порциями, непрерывно перемешивая.
Жизнеспособность в массе при 20 градусах после смешивания компонентов клея — 2 часа.
Нанести клей на рабочие поверхности с ориентировочным расходом 100-150 гр/кв.м.
Соединенные детали желательно поместить под контактное давление (тиски) на 24 часа.
Рабочая при температуре 80 градусов, прочность достигается по истечении 2-х часов.
Работать в перчатках, использовать одноразовую посуду. Выписка из «Руководства по строительству линейных сооружений магистральных и внутризоновых кабельных линий связи», утвержденного Министерством связи СССР пр. от 30.11.84 № 424.
Рекомендации по использованию клея ВК-9
Компоненты клея хранить в сухом прохладном месте.
Срок хранения компонентов клея — 12 месяцев с момента их изготовления.
По истечении срока хранения компонентов необходима предварительная проверка клея на «жизнеспособность» и склеивающую способность на опытном образце муфты (при разрыве образца последний должен разрушаться по свинцу). Под жизнеспособностью клея понимается время от момента его приготовления — смешивания всех компонентов — в течение, которого клеящая способность его не ухудшается.
Смешивание компонентов клея необходимо производить на месте потребления непосредственно перед применением вследствие его ограниченной жизнеспособности. Следует при этом иметь в виду, что при температуре от 0 до -5 °С увеличивается жизнеспособность клея до 30 ч, а при температуре выше +21 °С она уменьшается.
Нельзя допускать на поверхности склеиваемых изделий масляных и других загрязнений.
В процессе запайки свинцовой и установки чугунной муфты необходимо соблюдать особую осторожность, не допуская на места соединения механических нагрузок, так как клеевой шов к этому времени еще не достигает полной прочности, а также в связи с опасностью надлома свинцового конуса. Требуемые условия хранения
Нельзя допускать смешивания неиспользованных компонентов во время хранения. Если один состав закончился раньше, второй рекомендуется в дальнейшем не применять.
Готовый клей необходимо применить не позднее 2-х часов. Компоненты ВК-9 имеют срок годности – до 12 месяцев. Эпоксидная смола требует особых условий хранения, несоблюдение которых ухудшит ее качества:
• использование фабричной упаковки;
• предохранение от облучения ультрафиолетом;
• охлаждения и перегрева.
Меры предосторожности при работе с клеем ВК-9
В процессе полимеризации ВК-9 выделяются вредные для здоровья фенолы и формальдегиды. Даже незначительные испарения могут вызвать у людей с ослабленным иммунитетом аллергическую реакцию в виде зуда, сыпи, ринита. Клей, попавший на кожу, если его не удалить, может стать причиной химического ожога, который долго и сложно излечивается.
Брызги эпоксидного состава, попавшие в глаз, самостоятельно удалить не получится. Понадобится срочное обращение к офтальмологу. В инструкции производителя указано, что не рекомендуется работать со смолами лицам, моложе 18 лет.
Для защиты от испарений и кожного контакта со смолами во время смешивания и работы необходимы:
Такая степень защиты необходима при заливке больших площадей, когда вредные выбросы могут оказать болезнетворное действие на печень, сердце, желудок. При выполнении мелкой работы достаточно латексных перчаток и очков.
Дополнительные советы и рекомендации при работе с клеем вк-9
Для получения готового состава необходима одноразовая посуда, очистить которую после использования клея невозможно. Смешивать компоненты требуется металлическим или стеклянным стержнем. Применение деревянных палочек нецелесообразно из-за высокой пористости.
Полиамидную смолу вливают в эпоксидную, постоянно перемешивая для однородности состава. Чтобы ускорить полимеризацию, склеиваемые части надо нагреть. При +80 градусах окончательное отвердение произойдет в течение одного часа. В помещении, где температура +15…+18 градусов, склеивание закончится за 1,5-2 суток.
Па́йка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного металла (припоя), имеющего более низкую температуру плавления, чем материал соединяемых деталей. Данная операция производится паяльником.
Пайка ручным электрическим паяльником
Типовой советский электрический паяльник ЭПЦН, мощностью 60 Вт. Внутри кожуха расположен нагревательный элемент. Жало интегрировано, его извлечь невозможно
Приспособление «Третья рука» существенно облегчает процесс пайки. Оснащена лупой и двумя зажимами-крокодилами
Медный провод до (слева) и после лужения (справа)
Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой выше температуры плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
Прочность соединения во многом зависит от смачиваемости припоем соединяемых поверхностей. При пайке металлов качество смачивания обычно зависит от чистоты поверхности — на ней не должно быть окислов металлов или органических жиров и масел. Для удаления загрязнений, понижения поверхностного натяжения и улучшения растекания припоя применяют флюсы или ультразвуковые методы активации поверхности. При пайке неметаллических поверхностей (керамики, стекла) или легкоплавкими припоями химические флюсы не помогают смачиванию, поэтому применяют ультразвуковую активацию поверхности.
Пайка бывает:
низкотемпературная (нагрев припоя до 450 °C);
высокотемпературная (нагрев припоя свыше 450 °C).
Припои бывают:
легкоплавкие;
тугоплавкие.
Для низкотемпературной пайки используют, в основном, электрический нагрев, для высокотемпературной — в основном, нагрев горелкой. В качестве припоя используют сплавы
оловянно-свинцовые (Sn — 90 %, Pb — 10 %, t° пл. 220 °C);
медно-серебряные (Ag — 72 %, Cu — 28 %, t° пл. 779 °C);
медно-цинковые (Cu — 48 %, Zn — 52 %, t° пл. 865 °C);
галлиевые (t° пл. ~50°С);
висмутовые (сплав Вуда с t° пл. 70 °C, сплав Розе с t° пл. 96 °C)
и т. д.
Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.
Исходя из физико-химической природы процесса, пайку можно определить следующим образом. Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твёрдых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки.
Для соединения металлических деталей пайкой их необходимо облудить, соединить и нагреть, возможно, вводя в место пайки ещё припоя.
Следующие простые рекомендации помогут достичь высокого качества пайки:
Хорошо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения): Драгоценные металлы (золото, серебро, палладий и т. д., а также их сплавы) Медь, никель, латунь, бронза
Плохо поддаются пайке оловянно-свинцовыми припоями следующие металлы (в порядке ухудшения): Железо, сталь, чугун, Алюминий
Детали, подлежащие пайке, следует зачистить до металла (удалить защитные покрытия, грязь, окислы). Драгоценные металлы не покрываются окислами (кроме серебра, которое может со временем чернеть).
Для пайки электронных компонентов следует использовать выпускаемый промышленностью оловянно-свинцовый припой с содержанием олова около 61 %, если не указано иное в технологической карте. Припой с таким содержанием олова обладает наименьшей температурой плавления (190°), наименьшей прочностью.
Для пайки электронных компонентов следует использовать флюсы, не вызывающие коррозию и не обладающие электропроводностью. Такие флюсы имеют надпись коррозионно-пассивен и/или не требует отмывки. Хорошо себя зарекомендовали флюсы в виде геля на канифольной основе. Активные флюсы (с содержанием кислот и других вызывающих коррозию веществ), например, хлористый цинк, не используются для пайки электронных компонентов и проводов, поскольку флюс остается в порах припоя, проникает в материал платы, под изоляцию провода и его невозможно полностью удалить при отмывке.
Лужение. На зачищенное место пайки наносится тонкий слой флюса. Затем место пайки приводится в соприкосновение с расплавленным припоем (например, касанием облуженного горячего паяльника или погружением в расплавленный припой). Если все сделано правильно, то деталь в месте контакта с припоем смачивается им. После охлаждения слой застывшего припоя должен быть блестящим, сплошным и ровным.
Залуженные детали фиксируются в необходимом положении и прогреваются паяльником. При необходимости в место нагрева вводится дополнительное количество припоя. Припой вводится в виде капли на жале паяльника или припойной проволокой, желательно, с каналом, заполненным флюсом. В изделиях высокой надёжности, как правило, залуженные провода перед пайкой ещё и скручиваются («должно держаться без припоя»).
Качественная пайка получается только в том случае, когда место пайки прогрето до температуры, превышающей температуру плавления припоя. Если спаиваемые поверхности холодные, припой в контакте с ними затвердевает и смачивания им не происходит, или происходит в нескольких точках, обеспечивая прилипание капли припоя. Такая «ложная» или «холодная» пайка непрочна и ненадежна, нередко приводит к труднодиагностируемым «плавающим» отказам аппаратуры.
Спаиваемые поверхности должны быть неподвижны до полного отвердения припоя. Даже небольшое движение деталей друг относительно друга в момент кристаллизации припоя может очень существенно снизить прочность соединения.
При необходимости флюс удаляется растворителем.
Бессвинцовые технологии
27 января 2003 года введена в действие директива 2002/96/ЕС Европейского парламента и Совета по отходам электрического и электронного оборудования (WEEE). Современная радиоэлектронная промышленность встала перед фактом организации сбора и удаления отходов, имеющих в своём составе тяжёлые металлы и огнезащитные составы. Для успешного решения этой проблемы одним из необходимых условий является переход на бессвинцовые технологии изготовления электронного оборудования — технологии с применением материалов, не содержащих свинца. Также эффективным способом защиты является использование дымоуловителя.
Технология пайки без припоя
Например при пайке меди и титана припой не применяется, а используется явление контактного плавления. Суть явления в том, что температура плавления сплава Cu-Ti ниже температуры плавления каждого металла в отдельности. Температура плавления меди — 1083 °C, а титана — 1725 °C. Если образцы из Cu и Ti плотно соединить и нагревать, то при температуре около 900 °C зазор между ними заполнится за счёт плавления места контакта (диффузионная пайка).
Ультразвуковая активация
Ультразвуковой паяльник
Кавитационные и капиллярные эффекты ультразвука могут решать те же задачи, что и флюс. То есть очистить спаиваемые поверхности от загрязнений и обеспечить смачивание поверхности припоем. При этом ультразвук может обеспечить смачиваемость традиционно несмачиваемых припоями поверхностей. Например, алюминия, керамики и стекла. При пайке или лужении металлов ультразвуковая активация помогает обойтись без флюса или провести пайку при низкой температуре, когда традиционные флюсы неэффективны.
ФУ́НТИК — Свёрнутый из бумаги пакет в форме воронки(разг.).
В советских магазинах не было ни полиэтиленовых, ни бумажных пакетов. Все, что продавалось на развес, насыпалось в кульки-«фунтики». От семечек до конфет, от сахара до гречи…
Фунтик
Перед каждой продавщицей лежали ровно нарезанные листы коричневатой шершавой бумаги двух размеров — небольшие и покрупнее, и она, ловко свернув одной рукой кулечек в виде конуса, насыпала в него другой рукой товар — рис, песок, яичный порошок, сухари. А потом взвешивала все это на весах со стрелкой.
Меры предосторожности при работе с сенсорной плёнкой
СЕНСОРНАЯ ПЛЁНКА – ХРУПКИЙ ГАДЖЕТ. ПОЭТОМУ БУДЬТЕ ПРЕДЕЛЬНО АККУРАТНЫ ПРИ РАБОТЕ С ПЛЁНКОЙ, ЧТОБЫ НЕ ПОВРЕДИТЬ ЕЁ И СОХРАНИТЬ РАБОТОСПОСОБНОСТЬ ПЛЁНКИ..
КАК ТРАНСПОРТИРОВАТЬ И ХРАНИТЬ СЕНСОРНУЮ ПЛЁНКУ?
Сенсорная плёнка до 21,5 дюймов включительно поставляется развёрнутой в картонных коробках. Начиная с 24 дюймов интерактивная плёнка транспортируется обёрнутой вокруг втулки в картонном тубусе.
После того, как извлечёте плёнку из транспортировочной тары не разворачивайте её на весу. Положите втулку с плёнкой на ровную поверхность, не меньшую размером, чем размер плёнки и аккуратно размотайте.
Развёрнутую сенсорную плёнку нельзя переносить в одиночку, особенно это касается больших размеров. Чтобы на плёнке не появились заломы, переносите ее вдвоём, в натянутом состоянии, удерживая за четыре угла.
Хранить сенсорную плёнку необходимо в развернутом виде на ровной поверхности.
КАК ПРОВЕРЯТЬ СЕНСОРНУЮ ПЛЁНКУ ПЕРЕД МОНТАЖОМ?
Чтобы протестировать работоспособность ёмкостной плёнки NanoFoil, разложите её на РОВНОЙ Поверхности и накройте защитным стеклом. После этого подключите контроллер.
С обеих сторон сенсорной плёнки наклеен защитный слой. Не удаляйте покрытие до момента непосредственной наклейки на стекло.
Сенсорная плёнка поставляется уже откалиброванной: верх, низ, право и лево будут правильно ориентированы, если развернуть плёнку наклейкой FRONT к себе.
Чтобы правильно наклеить плёнку и не перепутать верх, низ, право и лево, сопоставьте её положение с изображением на дисплее.
КАК ПОДГОТОВИТЬ СЕНСОРНУЮ ПЛЁНКУ K МОНТАЖУ?
Клеевой состав нанесён только на одну сторону интерактивной плёнки, обозначенной наклейкой с надписью FRONT. Приклеивайте сенсорную плёнку к защитному стеклу только Стороной с клеевым покрытием.
Не удаляйте защитный слой с интерактивной плёнки без жидкости: в сухом виде сенсорная плёнка неплотно прилегает к стеклу и приклеивается неравномерно.
Очистите защитное стекло от пыли и ворсинок и обильно смочите его. Используйте пульверизатор со слабым мыльным раствором.
Не снимайте защитный слой на весу, разложите сенсорную плёнку на ровной поверхности. Снимая защитный слой с надписью FRONT обильно смачивайте клейкую поверхность слабым мыльным раствором из пульверизатора.
КАК НАКЛЕИВАТЬ СЕНСОРНУЮ ПЛЁНКУ?
Осторожно перенесите плёнку в растянутом состоянии на стекло. Мыльный раствор на поверхностях пленки и стекла не даст плёнке приклеиться сразу. Аккуратно передвигайте сенсорную плёнку по стеклу, чтобы скорректировать ее положение.
Когда сенсорная плёнка будет правильно расположена на стекле, удалите из-под неё остатки мыльного раствора. Для этого выгоните воду от центра к краям. Чтобы не повредить пленку не используйте острые, жесткие предметы или предметы с неровными краями. Чтобы не поцарапать плёнку умеренно увлажните её сверху мыльным pacтвopoм.
После того, как удалите мыльный раствор, Оставьте сенсорную пленку чтобы она просохла и приклеилась. После полного высыхания интерактивной плёнки с неё можно удалять верхний защитный слой.
КАК ПОДКЛЮЧИТЬ ПЛЁНКУ TOUCHGAMES?
Подключайте контроллер после полного высыхания интерактивной плёнки.
Между дисплеем монитора и пленкой должен оставаться небольшой зазор, 3-5 мм, чтобы сенсорный слой чувствительный интерактивной плёнки NanoFoil не реагировал на наводки и помехи, которые создаëт монитор





 и после лужения (справа)")









